در آن تصريف مي حمائة تمام ايراداتي كه ومسعة است هين خدمات به وجود اید را زیر و رمیں کینیم و کینیه راه حل آن را کینیم دیزم.
اکستروژن کام

هر نمایه در Simplify3D شامل تنظیماتی است که برای تعیین مقدار پلاستیکی که چاپگر در سه روز آینده اکسترود می کند استفاده می شود. با این حال، از آنجایی که چاپگر سه بعدی هیچ بازخوردی در مورد میزان خروج پلاستیک از نازل ارائه نمی دهد، ممکن است پلاستیک کمتر از آنچه نرم افزار انتظار دارد از نازل خارج شود (که در غیر این صورت به عنوان اکستروژن شناخته می شود). אגר אין אוקשבע ביפתד، מוקש אסט את עציק הי בין אשטרון הי מאוגר מאוגר איש. مطمئن ترین راه برای آزمایش اینکه آیا چاپگر شما به اندازه کافی پلاستیک اکسترود می کند یا خیر परिन्त से देखा یک مکعب ساده 20 میلی متر است و حداقل 3 دیوار دارد. در بالای کوبی، کیں کی که ایا 3 دیوره به هم کشیده اند یا خیر. אגר בין 3 פיוארה פשפים אודות בעדים בעד בדר אנ שרות אזשטרוד שמאמא. גר 3 מ˙ ב ם תמ דרעדן גר מ מ מ ד ד קש שזטר קמ קמ קמ קמ ، עם ד בר בר א א מר דרד דרד ק דר דר בחר בחר בט כנעלע כנעלע כנעלע נ ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר ר پیدا داشت
راح حل های رایج
قطر فیلامنت صورة
اولین چیزی که می خواهید بررسی کنید نرم افزاری است که استفاده می کنید. با کلیک بر روی «ویرایش تنظیمات فرآیند» و رفتن به صفحه دیگری می توانید این تنظیمات را پیدا کنید. بررسی کنید تا مطمئن شوید که این مقدار با رشته ای که خریداری کرده اید مطابقت دارد. حتی ممکن است بخواهید خودتان فیلامنت را با استفاده از یک جفت کولیس اندازه گیری کنید تا مطمئن شوید که قطر صحیح مشخص شده در نرم افزار را دارید. رایج ترین مقادیر برای قطر فیلامنت 1.75 میلی متر و 2.85 میلی متر است. بسیاری از چرخ های پلاستیکی نیز دارای قطر و بسته بندی صحیح هستند.
ضریب اکستروژن را افزایش دهید
اغر قطر فالامنت شما درست است اما إلى الى فیلامنت شما درست است، اما إلى الى فیلامنت كم را اوسترون می كیدید می كیدید، باید خود را استروزن كنید. این یک تنظیم بسیار مفید در Simplify3D است که به شما امکان می دهد به راحتی میزان پلاستیک اکسترود شده را تغییر دهید (اگر به عنوان نرخ جریان شناخته نمی شود). با کلیک بر روی “ویرایش تنظیمات فرآیند” و رفتن به تب Extruder می توانید این تنظیمات را پیدا کنید. هر اکسترودر در چاپگر شما می تواند یک فاکتور اکستروژن منحصر به فرد داشته باشد، بنابراین اگر می خواهید نرخ جریان را برای یک اکسترودر خاص تغییر دهید، مطمئن شوید که آن را از لیست سمت چپ انتخاب کنید تا تنظیمات اکسترودر بارگذاری شود. به عنوان مثال، اگر ضریب اکستروژن قبلاً 1.0 بود و آن را به 1.05 تغییر دادید، به این معنی است که می توانید 5٪ پلاستیک بیشتری نسبت به قبل اکسترود کنید. معمولا PLA با نسبت اکستروژن نزدیک به 0.9 چاپ می کند، در حالی که ABS تمایل دارد نسبت اکستروژن نزدیک به 1.0 داشته باشد. سعی کنید ضریب اکستروژن خود را 5 درصد افزایش دهید و سپس برای سه مرحله بعدی دوباره مکعب آزمایش را چاپ کنید تا ببینید آیا هنوز بین محیط ها فاصله دارید یا خیر.
جدایی و جدایی
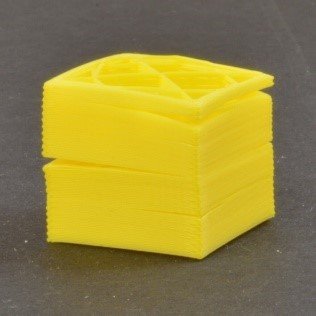
چاپ سح dney ба страницу экс лайх др эк заман кар мы кенд. هر لایه متوالی در بالای لایه قبلی چاپ می شود و در نهایت شکل دلخواه بعدی را ایجاد می کند. اما برای اینکه قسمت نهایی محکم و قابل اعتماد باشد، باید مطمئن شوید که هر لایه به اندازه کافی به لایه زیر آن چسبیده است. אגר ליאה הא בה קוובי בה המ נקסבנד، מוקש אסט קשמט אחשון אחשאזנד. ما مسائل جزئی را برای این موضوع بررسی می کنیم و برای هر موضوع راه حل ارائه می دهیم.
راح حل های رایج
ارتفاع بالاست
اکثر نازل های چاپگر دارای قطر 0.3-0.5 میلی متر هستند. پلاستیک از طریق یک دهانه کوچک فشار داده می شود تا یک اکستروژن بسیار نازک ایجاد شود که می تواند قطعات بسیار دقیقی تولید کند. با این حال، این نازل های کوچک محدودیت هایی برای ارتفاع لایه ها نیز ایجاد می کنند. وقتی یک لایه پلاستیک را روی لایه دیگر چاپ می کنید، می خواهید مطمئن شوید که لایه جدید روی لایه زیر آن به هم فشرده شده است. به عنوان یک قاعده کلی، شما می خواهید مطمئن شوید که ارتفاع لایه هایی که انتخاب می کنید 20 درصد کمتر از قطر نازل شما باشد. به عنوان مثال، اگر یک نازل 0.4 میلی متری دارید، نمی توانید از لایه 0.32 میلی متری عبور کنید یا هر لایه پلاستیکی نمی تواند به درستی روی لایه زیر آن قرار بگیرد. بنابراین اگر متوجه شدید که چاپ های شما از هم جدا شده اند و لایه ها لمس نمی شوند، اولین چیزی که باید بررسی کنید ارتفاع لایه ها نسبت به اندازه است. سعی کنید ارتفاع سه لایه چاپ را کاهش دهید تا ببینید آیا این به اتصال بهتر لایه ها به یکدیگر کمک می کند یا خیر.
تمای پرینت سه دیں کهیلی بین است
پلاستیک gram мужду бехтер از پلاستیک سرد بخ هم من ساعتپد. اگر متوجه شدید که لایه های شما به یکدیگر متصل نیستند و از اینکه ارتفاع لایه چاپ سه بعدی خیلی زیاد نیست راضی هستید، ممکن است فیلامنت در دماهای بالاتر به صورت سه بعدی چاپ شود تا یک پیوند قوی ایجاد شود. به عنوان مثال، اگر سعی کنید پلاستیک ABS را در دمای 190 درجه سانتیگراد چاپ کنید، احتمالاً متوجه خواهید شد که لایه های قطعات شما به راحتی از هم جدا می شوند. به همین دلیل است که ABS معمولاً باید در دمای حدود 220-235 درجه سانتیگراد چاپ شود تا پیوند قوی بین لایه های چاپ شده ایجاد شود. بنابراین اگر احساس میکنید که این مشکل است، بررسی کنید که از دمای صحیح رشتههایی که خریداری کردهاید استفاده میکنید. سعی کنید دما را 10 درجه افزایش دهید تا ببینید چسبندگی خوب است یا خیر.
اکسترودر مسدود شده است
принтер сех для шма байд др тул омер ход، بسیاری از مواد پلاستیکی ра зобе в экструд кенд. و تمام آن پلاستیک باید از ترایک کوککی که تنا به یک دان شن است از استرودر شود. به صفحه تلفن همراه fra printь че др эн процессия программы ди приходит в экстродерге кабери бех пластичный пластичный от назле. این دسته ها معمولاً به دلیل وجود چیزی در داخل نازل است که از آزاد شدن پلاستیک آزاد جلوگیری می کند. اگرچه ممکن است اولین بار این اتفاق بیفتد، ما چندین مرحله عیب یابی را طی می کنیم که می توان از آنها برای ساخت نازل استفاده کرد.
راح حل های رایج
فیلامنت را به صورت دستی به داخل اکسترودر فشار دهید
يكي از ولين كاهراهي كه مقصود باستين ترجم كيندي است، بشر دادن دستي فلامنت به نظر اينسترودر است. صفحه کنترل دستگاه را باز کرده و خود اکسترودر را تا دمای مناسب برای پلاستیک گرم کنید. در مرحله بعد، از Jog Controls برای اکسترود کردن مقدار کمی پلاستیک، به عنوان مثال، 10 میلی متر استفاده کنید. همانطور که موتور اکسترودر در حال چرخش است، از دست خود به آرامی برای فشار دادن فیلامنت به داخل اکسترودر استفاده کنید. در برای از وردی، یک نیروی کافی است
فیلامنت را دوباره بارگذاری کنید
اگر فیلامنت حرکت نکند، برای خالی کردن رشته چه باید کرد؟ بررسی کنید که اکسترودر تا دمای مناسب گرم شده باشد و سپس از صفحه کنترل دستگاه برای چاپ سه مرحله بعدی برای بیرون کشیدن فیلامنت از اکسترودر استفاده کنید. مانند قبل، اگر در حال حرکت نیستید، ممکن است به انرژی اضافی نیاز داشته باشید. سپس از قیچی برای جدا کردن رشته ذوب شده یا آسیب دیده استفاده کنید. سپس فیلامنت را دوباره بارگذاری کنید و ببینید آیا می توانید فیلامنت جدید و سالم را اکسترود کنید یا خیر.
نازل را تشخیص دهید
اگر نمی توانید پلاستیک جدید را از طریق نازل اکسترود کنید، ممکن است لازم باشد قبل از ادامه، نازل را تشخیص دهید. بسیاری از کاربران اکسترودرهای خود را تا 100 درجه سانتیگراد گرم می کنند و سپس فیلامنت را به صورت دستی بیرون می کشند (امیدواریم همراه با ضایعات داخل آن!). برکی دیر بریک می دهند از سیم جیتار بری پاشر دادن معداد از ترایک نوک نزل به سمت عقب کندن کند. روشهای جدید جودرد دارد و هر استرودر کیه است، کویدیٹ بری میکینهای با تعریر برینتر سه دیه خود را کود کود.
برای دسترسی به سایر قسمت های مقاله روی لینک زیر کلیک کنید.
https://eidm.ir/service/प्रेन्त-से-بعدی-و-اپتیک/
دیدگاهها